

Дробеметная очистка является наиболее экономичным методом обработки заготовок, а также тем методом, который минимизирует воздействие на окружающую среду. Принцип дробеметной обработки основан на использовании кинетической энергии абразива, взаимодействующего при столкновении с поверхностью, удаляя при этом загрязнения. Производительность оборудования зависит от качества, количества, скорости и направления выстрела; эти последние три фактора полностью зависят от правильной работы дробеметных турбин. Турбина является сердцем машины и решающим образом влияет на эффективность выполненных работ, внешнего вида обработанной поверхности, производственных затрат и, следовательно, рентабельность процесса.
Лопасти турбины работают так же, как вентилятор или центробежный насос. Лопасти бросают абразив за счет центробежной силы в определенном направлении, скорости и количестве. Абразив попадает в круг через нижний угловой патрубок или подающую втулку из бункера для хранения. Крыльчатка обеспечивает начальное ускорение выстрела, проталкивая его через открытый отсек. Затем выстрел продолжается в направлении лопаток или лопастей, под действием центробежной силы, пока не достигнет обрабатываемых деталей.
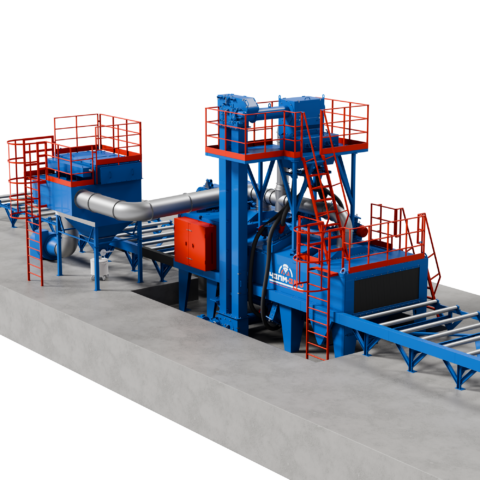
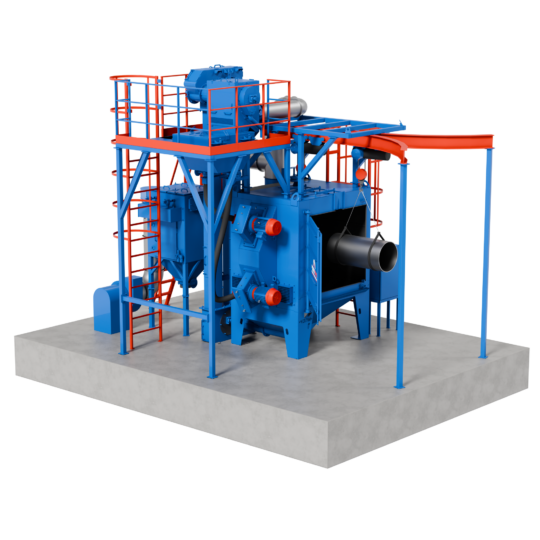
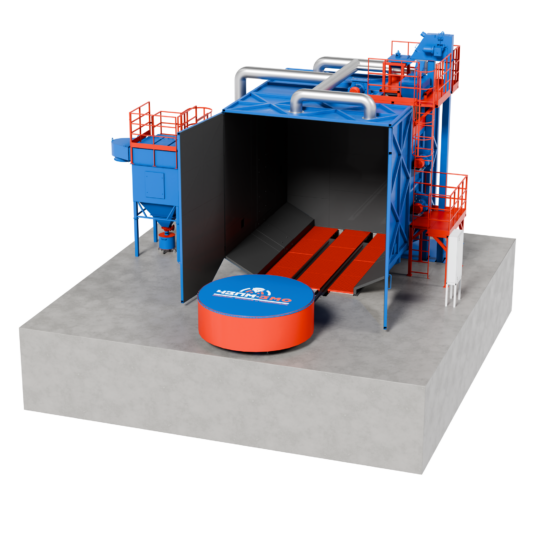
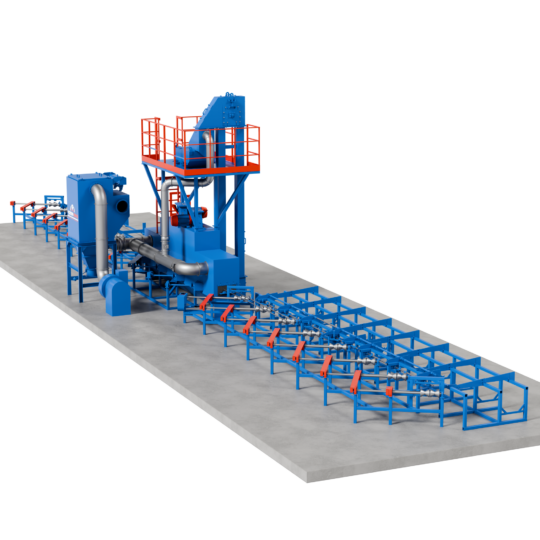
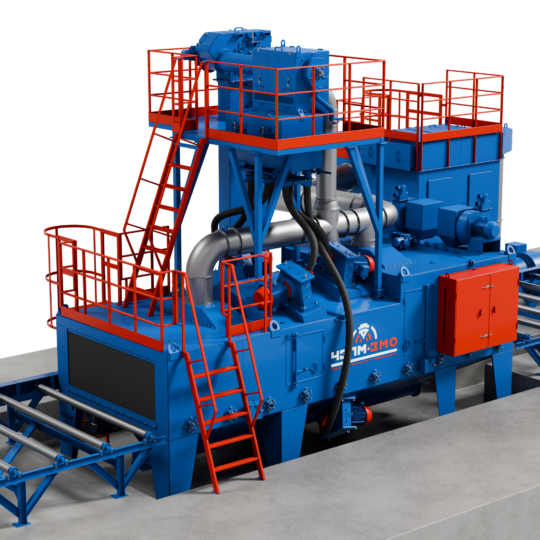
Дробеметное оборудование
Дробеметное оборудование играет важную роль в деле снижения себестоимости производства, особенно для заводов металлоконструкций. Для обработки заготовок различной конфигурации, необходимо использовать абразивную очистку. Согласно техническим параметрам, метатели дробеметов способны создать необходимую кинетическую энергию для придания абразиву необходимой скорости полета, что в свою очередь гарантирует очистку от загрязнения 99% обрабатываемой поверхности.
Дробеметное оборудование играет важную роль в деле снижения себестоимости производства, особенно для заводов металлоконструкций. Для обработки заготовок различной конфигурации, необходимо использовать абразивную очистку. Согласно техническим параметрам, метатели дробеметов способны создать необходимую кинетическую энергию для придания абразиву необходимой скорости полета, что в свою очередь гарантирует очистку от загрязнения 99% обрабатываемой поверхности.